 English
English 简体中文
简体中文  Esperanto
Esperanto  Afrikaans
Afrikaans  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  Galego
Galego  繁体中文
繁体中文  Latviešu
Latviešu  icelandic
icelandic  ייִדיש
ייִדיש  беларускі
беларускі  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Malti
Malti  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  മലയാളം
മലയാളം  Maori
Maori  Монгол хэл
Монгол хэл  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  Punjabi
Punjabi  پښتو
پښتو  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho  සිංහල
සිංහල  Gàidhlig
Gàidhlig  Cebuano
Cebuano  Somali
Somali  Тоҷикӣ
Тоҷикӣ  O'zbek
O'zbek  Hawaiian
Hawaiian  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  Igbo
Igbo  Sundanese
Sundanese  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  Yoruba
Yoruba  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Introduction of zeolite rotor
2024-06-12
Introduction of zeolite rotor
The adsorption function of the zeolite rotor is mainly realized by the internally loaded zeolite with high silica to aluminum ratio.
Zeolite relies on its own unique void structure, pore size neat and uniform, developed internal void structure, large specific surface area, strong adsorption capacity, contains a large number of pore size invisible to the naked eye, 1 gram of zeolite material in the pore size, will be unfolded after the specific surface area of up to 500-1000 square meters, higher for special purposes.
Physical adsorption occurs mainly in the process of removing impurities from liquid and gas phases by zeolite. The porous structure of zeolite provides a large specific surface area, which makes it very easy to achieve the purpose of absorbing and collecting impurities. Due to the molecular adsorption effect, a large number of molecules on the pore wall of zeolite can produce a strong gravitational force, like magnetic force, so as to achieve the purpose of attracting the impurities in the medium to the pore size.
In addition to physical adsorption, chemical reactions often occur on the surface of zeolites. The surface contains small amounts of oxygen and hydrogen in the form of chemically bound, functional groups, and these surface-containing oxides or complexes can react chemically with the adsorbed substances, thereby binding with the adsorbed substances and aggregating them to the interior and surface of the zeolite.
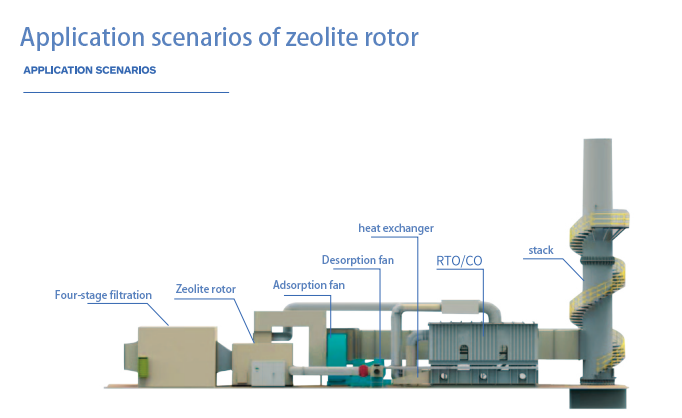
Adsorption concentration processes in zeolite rotors
The adsorption concentration process of the zeolite rotor is divided into three steps:
1. Exhaust gas containing VOCs passes through the zeolite rotary module from the outer ring of the rotary cylinder, becomes clean gas and is removed from the inner ring. In this process, the VOCs in the exhaust gas are firmly adsorbed in the zeolite module by using the special pore structure and high specific surface characteristics of the molecular sieve with high silica-aluminum ratio on the zeolite module
2. The zeolite rotor is divided into adsorption, desorption and cooling zones. During operation, the rotor rotates slowly to ensure that it is transferred to the desorption zone for high-temperature desorption before the adsorption saturation of the rotor module, and then it enters the cooling zone for cooling down and regaining the adsorption capacity
3. When the zeolite module is transferred to the desorption zone, a small stream of hot air passes through the desorption zone cylinder module via the inner ring of the cylinder, and the zeolite module is purged and desorbed to regenerate. The desorption of a small high concentration of exhaust gas is then entered into the latter part of the treatment process.
Technical advantages of zeolite rotor
1. Effective zoning
The zeolite rotor partition design is the key to realize its continuous adsorption and desorption function, the zeolite rotor is divided into adsorption area, desorption area, cooling area reasonable partition angle to maximize the utilization rate of zeolite module.
2. Efficient concentration
The concentration ratio of zeolite is the key to ensure its operational safety and energy saving. Reasonable design of the concentration rate can achieve the highest processing efficiency with the lowest energy consumption under the premise of ensuring safety. Zeolite rotor in continuous operation can reach up to 30 times the concentration rate. Intermittent operation can be realized under special working conditions.
3. High temperature desorption
The zeolite module itself does not contain any organic matter and has good flame retardant properties and high temperature resistance. The desorption temperature is 180~220℃, and the heat-resistant temperature in use can reach 350℃. Thorough desorption, high concentration multiplier of VOCs. The highest temperature resistance of zeolite module is up to 700℃, and it can be regenerated offline at high temperature.
4. Efficient purification
VOCs exhaust gas through the filter device and other pre-treatment, into the cylinder adsorption area by adsorption purification discharge, the highest adsorption efficiency up to 98%.
5. Modules are easy to remove and replace
Standardized sizes for individual replacement of broken or heavily contaminated modules.
6. Offline regeneration services
Module adsorption efficiency decreases after processing efficiency decreases due to pore clogging caused by long-term use. According to the contamination condition of the zeolite module, the contamination rating is carried out, the regeneration process is determined, and offline regeneration is carried out.
technical requirement
1 Requirements for working conditions
1、Adsorption of temperature and humidity
Molecular sieve rotor has clear requirements on the temperature and humidity of the waste gas, in general, the rotor can be used normally under the working conditions of temperature ≤ 35 ℃, relative humidity ≤ 75%; in extreme conditions, such as temperature ≥ 35 ℃, relative humidity ≥ 80%, the efficiency will be sharply reduced; if the waste gas contains methylene chloride, ethanol, cyclohexane and other difficult to adsorb the material, the working conditions of the temperature should be less than 30 ℃; into the rotor If the temperature and humidity of the waste gas entering the rotor are not in line with the design requirements, special design is required.
2、Desorption temperature
The maximum temperature of rotor desorption is 300℃, the minimum temperature is 180℃, and the daily desorption temperature is 200℃. Use fresh air for desorption, not suitable for RTO or CO exhaust; treatment efficiency cannot be guaranteed if the desorption temperature does not match the design requirements. After desorption is completed, the rotor module should be purged to room temperature and then continue to be used.
3、Air volume:
In general, the adsorption wind speed should be in accordance with the requirements of the design value, not more than 10% of the required wind speed or less than 60% of the required wind speed, if the adsorption wind speed is not in line with the design wind speed, can not guarantee the efficiency of the treatment.
1. Concentration:
The design concentration of the rotor is the maximum concentration, and the treatment efficiency cannot be guaranteed when the concentration does not match the design requirements.
2. Dust and paint mist:
The concentration of dust in the exhaust gas entering the rotor should not exceed 1mg/Nm3, and the content of paint mist should not exceed 0.1 mg/Nm3, so the pre-treatment device generally contains multi-stage filtration devices, such as G4\F7\F9 three-stage filtration module in series; if the rotor is polluted, deactivated, blocked and other phenomena due to the improper treatment of dust, paint mist, the rotor will not be able to ensure the efficiency of the rotor treatment.
3. High-boiling substances
High-boiling point substances (such as VOCs with boiling point higher than 170℃) are easily adsorbed on the rotor, and the desorption temperature is not enough to completely remove them under the usual operation mode. During long-term operation under this condition, a large amount of high-boiling point VOCs will be accumulated on the rotor module, occupying the adsorption sites, which will affect the overall efficiency of the system and may cause safety hazards, such as stewing and combustion. For this kind of working condition, high-temperature regeneration process can be used, regular testing and high-temperature regeneration operation on the rotor module; when the high boiling point substances are attached to the rotor module and are not desorbed in time, the adsorption performance cannot be guaranteed.
2、Rotary module replacement installation requirements
1, molecular sieve rotor module is fragile, installation should be gently held, avoid throwing, smashing, extrusion.
2、If the molecular sieve rotor module is soaked with water, please contact with the manufacturer and carry out the drying operation under the guidance of the manufacturer.
3、After the installation of molecular sieve rotor is completed, it is recommended to use 220℃ hot air desorption for about 30min before use.
3 、Daily Maintenance
1,When the system is started, the adsorption fan and desorption fan are first started and run for 10-20 minutes to check whether each sensor is normal (proximity switch, differential pressure gauge, temperature measurement sensor) and confirm that there is no problem before turning on the heating source of the desorption pipeline (the heating source refers to the heat exchanger and other heating equipment used for the desorption pipeline).
2,System shutdown, first shut down the desorption pipeline heating source, adsorption fan and desorption fan normal operation, until the box desorption outlet (or cooling outlet) air temperature <100 ℃ before shutdown.
3、 When the system is shut down suddenly due to uncontrollable factors, the positive desorption box should be opened in time to dissipate heat and prevent the accumulation of high concentration of waste gas.
4,
Regeneration of high temperature desorption must be guided or supervised by the seller.
5, adsorption pressure difference or desorption pressure difference exceeds the initial commissioning state pressure difference of 1.5 times (excluding the differential pressure gauge and the impact of air volume changes), you need to contact the manufacturer as soon as possible after-sales maintenance.
6、The rotor module is a high-temperature regeneration type that can be returned to the furnace, after Party B carries out the evaluation of rotor performance, if it meets the conditions of regeneration in the furnace, Party B will carry out the regeneration in the furnace.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy