 English
English 简体中文
简体中文  Esperanto
Esperanto  Afrikaans
Afrikaans  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  Galego
Galego  繁体中文
繁体中文  Latviešu
Latviešu  icelandic
icelandic  ייִדיש
ייִדיש  беларускі
беларускі  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Malti
Malti  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  മലയാളം
മലയാളം  Maori
Maori  Монгол хэл
Монгол хэл  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  Punjabi
Punjabi  پښتو
پښتو  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho  සිංහල
සිංහල  Gàidhlig
Gàidhlig  Cebuano
Cebuano  Somali
Somali  Тоҷикӣ
Тоҷикӣ  O'zbek
O'zbek  Hawaiian
Hawaiian  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  Igbo
Igbo  Sundanese
Sundanese  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  Yoruba
Yoruba  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


What are the styrene waste gas treatment equipment?
2023-12-20
What are the styrene waste gas treatment equipment?
1. Overview of styrene exhaust gas
Styrene (chemical formula: C8H8) is an organic compound formed by replacing one hydrogen atom of ethylene with benzene. Styrene, also known as vinylbenzene, is a colorless transparent oily liquid, flammable, toxic, insoluble in water, soluble in ethanol, ether, exposed to air gradually polymerization and oxidation. Styrene is a secondary flammable liquid with a relative density of 0.907, a spontaneous combustion point of 490 degrees Celsius, and a boiling point of 146 degrees Celsius. Styrene properties are relatively stable, industrial mainly used in the manufacture of synthetic rubber, ion exchange resin, polyether resin, plasticizer and plastics and other important monomer.
1. Styrene exhaust gas hazards
Styrene is irritating and intoxicant to the eyes and upper respiratory tract. Acute poisoning with high concentration of styrene can strongly irritate the eyes and mucous membranes of the upper respiratory tract, resulting in eye pain, tears, runny nose, sneezing, sore throat, cough and other symptoms, followed by headache, dizziness, nausea, vomiting and general fatigue. Eye contamination with styrene liquid can cause burns. Chronic poisoning of styrene can cause neurasthenic syndrome, headache, fatigue, nausea, loss of appetite, abdominal distension, depression, amnesia, finger tremor and other symptoms. Styrene has an irritating effect on the respiratory tract, and long-term exposure can cause obstructive pulmonary changes.
1. Styrene waste gas treatment equipment
For styrene waste gas treatment equipment, there are mainly activated carbon adsorption equipment, ion purification equipment, combustion equipment, etc
(1) activated carbon adsorption equipment
Activated carbon adsorption equipment is mainly the use of porous solid adsorbent (active carbon, silica gel, molecular sieve, etc.) to treat organic waste gas, so that harmful components can be fully adsorbed through chemical bond force or molecular gravity, and adsorbed on the surface of the adsorbent, so as to achieve the purpose of purifying organic waste gas. At present, adsorption method is mainly used in large air volume, low concentration (≤800mg/m3), no particulate matter, no viscosity, room temperature low concentration organic waste gas purification treatment.
Activated carbon purification rate is high (activated carbon adsorption can reach 65%-70%), practical, simple operation, low investment. After adsorption saturation, it is necessary to replace the new activated carbon, and the replacement of activated carbon needs to cost, and the replaced saturated activated carbon also needs to find professionals for hazardous waste treatment, and the operation cost is high.
Activated carbon purification rate is high (activated carbon adsorption can reach 65%-70%), practical, simple operation, low investment. After adsorption saturation, it is necessary to replace the new activated carbon, and the replacement of activated carbon needs to cost, and the replaced saturated activated carbon also needs to find professionals for hazardous waste treatment, and the operation cost is high.
Physical adsorption mainly occurs in the process of removing impurities in the liquid and gas phases of zeolite. The porous structure of zeolite provides a large amount of specific surface area, so that it is very easy to absorb and collect impurities. Due to the mutual adsorption of molecules, a large number of molecules on the zeolite pore wall can produce a strong gravitational force, just like a magnetic force, so as to attract impurities in the medium to the aperture.
In addition to physical adsorption, chemical reactions often occur on the surface of zeolite. The surface contains a small amount of chemical binding, functional group form of oxygen and hydrogen, and these surfaces contain ground oxides or complexes that can chemically react with the adsorbed substances, so as to combine with the adsorbed substances and aggregate to the interior and surface of zeolite.
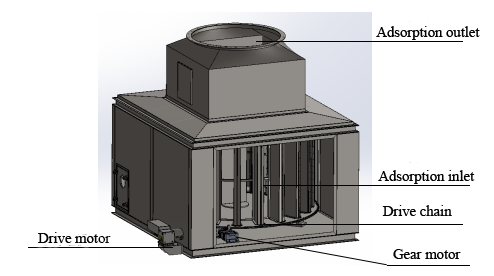
Reasonable and efficient zeolite selection can maximize the adsorption capacity of the drum and save energy consumption. Compared with other adsorption materials, it has the following advantages:
Strong adsorption selectivity:
Uniform pore size, ionic adsorbent. It can be selectively adsorbed according to the size and polarity of the molecule.
Save desorption energy:
The hydrophobic molecular sieve with high Si/Al ratio does not adsorb water molecules in the air, reducing the heat loss caused by water evaporation.
Strong adsorption capacity:
The adsorption capacity is large, the single-stage adsorption efficiency can reach 90~98%, and the adsorption capacity is still strong at higher temperatures.
High temperature resistance and non-flammability:
It has good thermal stability, the desorption temperature is 180~220℃, and the heat resistance temperature in use can reach 350℃. Desorption is complete and VOCs concentration rate is high. The zeolite module can withstand a maximum temperature of 700℃, and can be regenerated offline at high temperature.
(3)Combustion equipment
The combustion equipment completely burns the volatile organic compounds at high temperature and sufficient air to decompose into CO2 and H2O. The combustion method is suitable for all kinds of organic waste gas and can be divided into direct combustion equipment, thermal combustion equipment (RTO) and catalytic combustion equipment (RCO).
High-concentration exhaust gas with emission concentration greater than 5000mg/m³ is generally treated by direct combustion equipment, which burns VOCs exhaust gas as fuel, and the combustion temperature is generally controlled at 1100℃, with high treatment efficiency, which can reach 95%-99%.
Thermal combustion equipment (RTO) is suitable for processing the concentration of 1000-5000mg/m³ exhaust gas, the use of thermal combustion equipment, the concentration of VOCs in the exhaust gas is low, the need to use other fuels or combustion gases, the temperature required by thermal combustion equipment is lower than direct combustion, about 540-820℃. Thermal combustion equipment for the treatment of VOCs waste gas treatment efficiency is high, but if the VOCs waste gas contains S, N and other elements, the exhaust gas generated after combustion will lead to secondary pollution.
The treatment of organic waste gas by thermal combustion equipment or catalytic combustion equipment has a relatively high purification rate, but its investment and operating costs are extremely high. Because of the many and scattered emission points, it is difficult to achieve centralized collection. Incendiary devices require multiple sets and require a large footprint.Thermal combustion equipment is more suitable for 24 hours continuous operation and high concentration and stable exhaust gas conditions, not suitable for intermittent production line conditions. The investment and operating cost of catalytic combustion is lower than that of thermal combustion, but the purification efficiency is also lower. However, the precious metal catalyst is easy to cause toxic failure due to impurities in the exhaust gas (such as sulfide), and the cost of replacing the catalyst is very high. At the same time, the control of exhaust gas intake conditions is very strict, otherwise it will cause blockage of the catalytic combustion chamber and cause safety accidents.
Phone/whatsapp/Wechat:+86 15610189448
Previous:Advantages and applications of RTO



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy